数控加工中心在使用过程中,刀具会不同程度的磨损,而一把刀具能够用多少次或多长时间往往是固定的。我们把刀具从开始加工到刀尖报废整个过程中刀尖切削工件的时间或切削过程中在工件表面实际时间称为刀具寿命。
在刀具的寿命即将结束时,数控加工中心用户希望提前知道这一事实,以提前准备新的刀具,而不至于刀具寿命结束加工出废件才去*换刀具。
由于刀具寿命大致是固定的,刀具制造商在实验室中相对理想的状态下基本可以测算出来。根据不同的工件材质、不同的切削深度和进给量,按每个刀刃连续加工15-20分钟进行计算,算出相应的线速度与进给速度的关系,即构成了相应的切削参数表。各刀具制造商的切削参数表通常也各不相同。
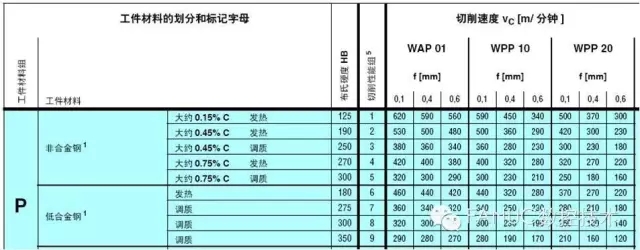
图1 某知名刀具厂商切削参数表
但是刀具寿命真的是固定不变的吗,我们能否提高呢?刀具的寿命又会受到哪些因素的影响呢?接下来小编就要和各位聊聊刀具寿命的那点事儿。
1、刀具寿命能否提高?
(1)刀具寿命大致是确定的,但能否进一步提高刀具寿命?
刀具寿命可以提高,但只能以牺牲线速度为前提。线速度越低,刀具寿命增加相应*明显。但线速度过低,可能导致加工表面产生振动,反而降低刀具寿命。
(2)提高刀具寿命有没有实际意义?
提高刀具寿命没有实际意义。工件的加工成本中,刀具成本所占的比例非常少。线速度降低,即使刀具寿命增加,但由于工件加工时间也相应增加,刀具加工的工件数量不一定会增加,反而工件加工成本会增加。
所以我们*需要做的事情是在保证刀具加工寿命正常的情况下,尽可能的提高工件加工数量。
2、影响刀具寿命的因素
不考虑刀具质量等自身原因,影响刀具寿命的因素主要为以下几点:
(1)线速度
线速度对刀具寿命的影响*大。如果线速度高于样本规定线速度的20%,刀具寿命将降低为原来的1/2;如果提高到50%,刀具寿命将只有原来的1/5。要提高刀具的使用寿命,必须要知道每种被加工工件的材质、状态以及选用刀具的线速度范围。每家公司的刀具,线速度都不相同,可从该公司提供的相关样本中进行初步查找,再在加工时根据具体情况进行调整,即可取得比较理想的效果。线速度在粗加工和精加工时的数据并不一致,粗加工以去余量为主,线速度要低;精加工以保证尺寸精度和粗糙度为主,线速度要高。
(2)切深
切深对刀具寿命的影响没有线速度大。每种槽型都有一个比较大的切深范围。粗加工时,切深尽量加大,保证*大的余量去除率;精加工时,切深尽量小,保证工件的尺寸精度和表面质量。但切深不能超过槽型的切削范围。如果切深过大,刀具无法承受切削力,导致刀具崩刃;如果切深过小,刀具只是在工件表面进行刮削和挤压,也可能导致后刀面磨损,从而降低刀具寿命。
(3)进给速度
相比较线速度和切深,进给对刀具寿命的影响较小,但对工件的表面质量影响很大。粗加工时,加大进给可以提高余量的去除率;精加工时,降低进给可以提高工件的表面粗糙度。在粗糙度允许的情况下,可以尽量加大进给,提高加工效率。
3、刀具寿命与加工工件件数的关系
在刀具寿命范围内,能否提高工件的加工数量?
在刀具寿命范围内,刀具有效切削工件的长度就决定了实际加工工件的件数。要提高工件的加工数量,意味着减少单个工件的加工时间和切削长度。可通过适当调整刀具切削参数来减少工件的加工时间:
(1)在合理的线速度范围内,适当提高线速度不能减少工件的加工长度,但能缩短工件加工时间;
(2)切削深度的加大可减少粗加工次数,降低工件的有效切削长度,从而缩短加工时间;
(3)适当加大进给也可以有效降低切削长度,缩短加工时间。
4、刀具*换的条件
刀具*换的标准主要体现以下三个方面:
(1)刀具发生了磨耗。刀具在切削的过程中因为磨耗,基本的尺寸要求难以保证了,这个时候刀具必须*换。
(2)刀具的缺损。刀具的缺损是指发生缺口、崩断等问题。刀具一旦发生缺损必然会有不良或修理发生,对产品质量的影响是非常大的。所以对刀具的缺损设定合适的检出装置如传感是非常必要的。
(3)品质不良。因为刀具品质不良而需要*换刀具。
5、影响刀具寿命和质量的因素
影响刀具寿命和质量分为客观因素和主观因素:
(1)客观因素有如下几点:
a)刀具的材质、形状。
b)切削条件:切削厚度、切削速度。
c)产品的材质、硬度。
d)产品的品质要求:尺寸精度、表面粗糙度。
e)设备的刚性:动作的精度和刚性。
(2)主观因素有如下几点:
a)不遵守刀具的使用规范和保养规范:不遵守刀具使用规范和保养规范的主要表现是:进刀过快,使用错误的刀具类型,刀具没有拧紧等,这些因素导致刀具消耗过快。
b)不遵守刀具的定期*换规范:对于特定产品、特定种类的刀具而言,根据刀具寿命设定的*换周期是有要求的,但是在一般生产中,不遵守规范的不是特别多,有超长使用刀具的倾向。
c)*换周期是建立在理想状态下的,而企业在实际生产的时候,切削条件会发生一些变*,产品形状、硬度发生了变化或偏差。出现这个问题的时候,现场的切削条件必须要变*。要遵守*换规范,*多的时候是要关注现场的变异问题,对刀具*换的设定值要经常修正,包括刀具的*换方法、重点、切削条件这些相应的要素。规范要不断地进行检讨修正,遵守才有意义,不然的话,死板的遵守只能导致一些坏的后果。
6、延长刀具使用寿命的方法
刀具寿命是一定的,各刀具制造商会提供理想状态下的测试值,但是正常使用状态下比较难得达到理想状态,如何接近理想寿命,我们加工中应该注意以下几点:
(1)加强日常保养,通过一些看似简单的工作将刀具的寿命延长:
a)生产现场,尤其是刀具夹持装置、工作台面、刀具存放场所等,进行彻底的清扫。
b)定期进行刀具精度的维护保养。
c)确认刀具与夹持装置的螺钉紧固。
d)安装与拆卸的时候,对泄露脏污及时进行清扫。
(2)把握与调整*佳切削条件:
a)设定良好的切削条件并给予维持。
b)通过振动分析等了解刀具切削状态,并适时进行调整,使刀具有良好的工作环境。
c)一旦刀具*换对尺寸必须进行调整,保证紧固条件和切削条件的适当。
(3)预测刀具寿命,采取相应的对策:
使用将出现缺陷的刀具是非常危险的。从安全的角度考虑,我们设定刀具*换标准是防止出现问题的重要手段。许多时候,生产员工不是按照刀具的使用时间来*换刀具,二是根据刀具的状况来判断是否进行*换。这样,在刀具的使用极限前(故障发生前,或者其它不可挽回不良的问题发生前),对问题的征兆进行确认和分析的能力和经验就非常有必要。我们应该确立一些具体的、详细的刀具状况判断标准,使我们能针对刀具刚出现一些征兆,就能判断出来,并确定准确的刀具*换时间,这样既可以*大限度地使用刀具,又能够不因使用不良刀具影响生产和安全。设定良好的切削条件并给予维持。
(4)做好刀具寿命管理管控记录表:
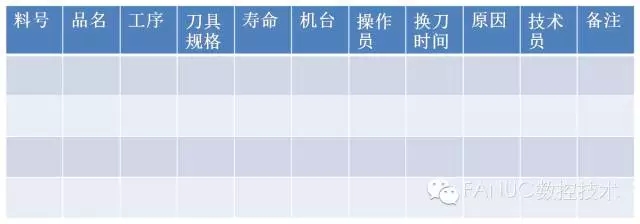
表1 产品刀具寿命管控记录表
今天我们首先对刀具寿命进行了大体的介绍,通过对刀具寿命的了解,我们就能够进一步用好数控加工中心刀具寿命管理功能了。

 发布时间:2016-03-14
发布时间:2016-03-14 点击次数:
点击次数: 
 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表
