什么叫cnc加工中心刀具长度补偿功能
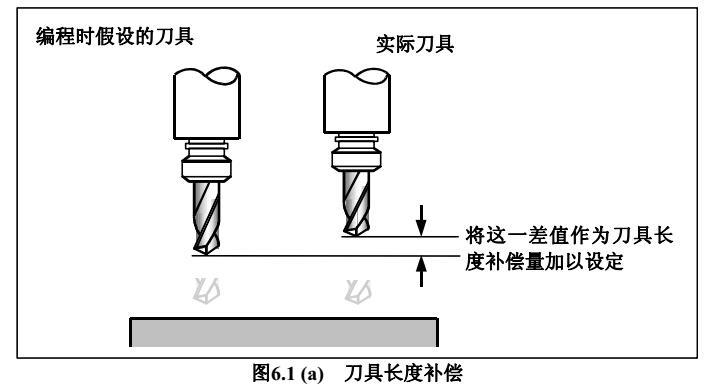
通常加工一个工件要用几个刀具。每个刀具都具有其不同的长度。根据刀具而改变程序,一件非常麻烦的事情。因此,通过事先测量每个刀具的长度,例如,在CNC上设定与标准刀具之差,即使在换刀后,也可不必改变程序地进行加工。此功能叫做刀具长度补偿功能。
把编程时假设的刀具长度值与实际进行加工时使用的刀具长度值之间的偏移设置到偏置存储器里,就可不用修改程序地补偿刀具长度值的偏移。
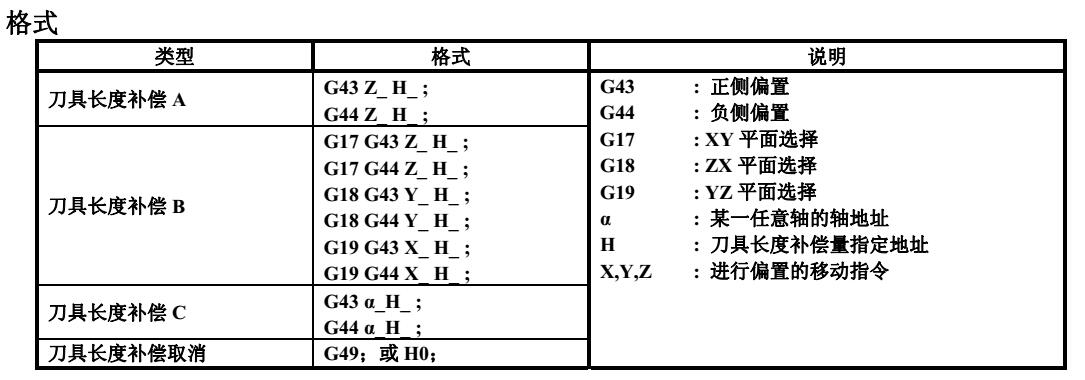
通过G43,G44指定偏置方向,通过紧跟在刀具长度补偿量指定地址后的编号(H代码),指定设定在偏置存储器中的刀具长度补偿量。
 cnc加工中心刀具长度补偿方法
cnc加工中心刀具长度补偿方法
根据可以进行刀具长度补偿的轴的种类,使用如下三种刀具长度补偿的方法。
刀具长度补偿A: 补偿沿基本Z轴方向的刀具长度值。
刀具长度补偿B:补偿所选平而的垂丸方向的刀具长度值。
刀具长度补偿C:补偿沿指定轴方向的刀具长度值。
选择刀具长度补偿的种类
通过参数TLB,TLC(No.5001 # 1,#0)来指定刀具长度补偿A,B,C的任何一个。

偏置的方向
不管是绝对指令还是增量指令,当G43被指定时,用H代码指定的刀具长度补偿量(设定在偏置存储器里)被加到由编程的移动指令指定的终点位置的坐标值上;当G44被指定时,从终点位置的坐标值上减去相同的值,产生的坐标值就成为终点位置。
省去轴的指令时,仅仅移动刀具长度补偿量的值。
G43和G44是模态G代码,在属于同一组内的另一个G代码使用前有效。

 发布时间:2016-03-22
发布时间:2016-03-22 点击次数:
点击次数: 
 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表
