在数控加工中心生产中,机床的精度误差是生产厂家的核心技术,要想控制好精度误差,首先要求机床结构合理、材料要符合数控机床的要求、加工工艺要合理、控制好每个件的几何公差、在装配中检验好主轴、丝杠、轴承、机床整体变形及导轨几何尺寸、这对于数控加工中心的精度误差的控制、及其重要。
首先,新机床出厂前都要进行定位精度和重复定位精度以及反向间隙的检测,现在大多使用激光干涉仪进行。
其次,机床使用一段时间后,由于丝杠的磨损和其它原因,精度会逐渐丧失,这时需要使用激光干涉仪进行精度的再校准。
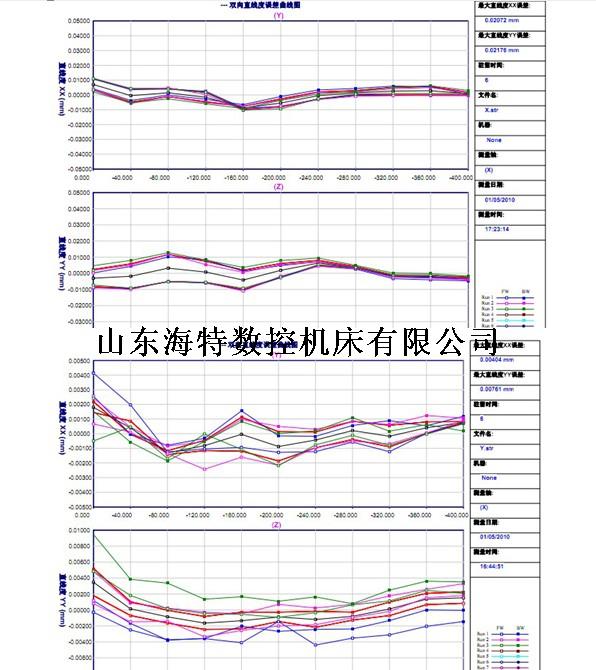
*后,激光干涉仪还可以进行其它项目的检测,例如直线度,垂直度,角度等。
激光干涉仪检测方法:
XD激光测量系统是一台由外部计算机及其应用程序控制的激光测量仪器。XD激光测量系统可以同时对六个自由度上的参数进行测量,包括:线位移、水平直线度(XX)、垂直直线度(YY)、(水平面内)偏摆角(A)、(垂直面内)俯仰角(B)以及绕测量轴旋转的滚摆角(C),如图1-1所示。
本系统主要的部件有激光头(包括干涉仪、激光控制器和通信接口)、电源/控制盒、环境参数传感器(也称气象传感器)和一个配合5/6-D传感单元的带有收发器的参考水平仪(1/3-D系统中为球形角反射镜)。图2-1中列出了所有组件。
激光头产生激光用来测量六个参数中的其中五个,剩下的滚摆角(roll)的测量则是通过一对电子水平仪来实现的,一个为参考水平仪,另一个为测量水平仪(包括在6-D传感单元内)。干涉仪直接安装在激光头内。电源/控制盒为激光头提供电源。6-D传感单元包括以下部件:一个角反射镜(配合干涉仪用来测量线位移的精度);一个高精度的电子水平仪(测量水平仪)用来测量滚摆角;一个光学传感器用来检测测量过程中角度(俯仰角和偏摆角)变化和直线度变化。
转向镜(turning mirror)用来改变激光的方向,当需要在多个轴向上进行测量时非常必要,被改变后的光束方向可以是另一个轴的方向也可以与原来的轴成斜角(对角线)。
五棱镜(Pentaprism)的作用类似于转向镜,其不同之处主要在于它的入射光与反射光之间的夹角总是精确的90º角,而转向镜反射时反射角总是等于入射角。五棱镜主要用来测量各轴的垂直度。
要对线位移进行测量,从干涉仪出来的光束必须经过一段行程(沿被测轴)再从另一窗口返回干涉仪。如果仅需要进行线位移测量,用球型角反射镜即可完成。如果要同时测量直线度和角度,则必须利用5/6-D传感单元反射光束。在测量百标准机床时,球型角反射镜或5/6-D传感单元通常装在机床主轴上。
气象传感器和温度传感器提供材料温度、空气温度、大气压力和空气湿度,计算补偿程序利用它们提高测量精度。
山东海特数控VMC1055数控加工中心,杭州客户来验货,铣圆直径73.55,椭圆度为0.0029。

 发布时间:2015-05-14
发布时间:2015-05-14 点击次数:
点击次数: 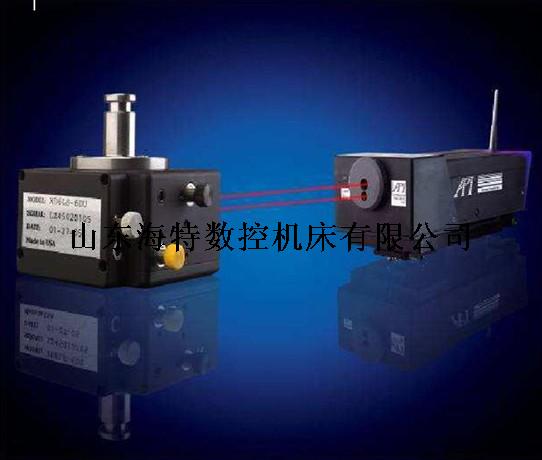

 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表
